News
- Written by Craig Kidd
- Category: News

AutorunTM Control System
Proper wastewater treatment can require full-time, hands-on operation; however, with ProChem Inc.'s advanced instrumentation, controls and automation, complicated procedures can be managed in a single control panel, allowing for a smaller, smarter workforce.
AutoRunTM Remote can provide you peace-of-mind that your system is running properly and, in the case assistance is needed, our specialists can remotely connect to provide critical technical support
Remote Monitoring
If you want to make sure your system is running properly, AutoRunTM Remote will provide you access to your system via your desktop, tablet, or phone. A custom website provides a view of real-time and trend system data, in addition to email or SMS alerts. The system can collect data points from systems flows, tank levels, pressures, conductivities, and more. This data can be compiled into graphs to analyze the performance of the system.
Remote Connectivity
Being able to remotely connect to a system allows our controls and system specialists to observe performance in real-time under real conditions which, in turn, allows us to tune and/or modify the programming for overall performance gains.
Remote Control
Increased automation, reliability, and security features allows a remote control of a system to be an achievable goal. If remote control is coupled with quick-response technicians, it can even provide the best of on-site operation with expert operation.
- Written by Christopher Kidd
- Category: News

Katie McIntyre represented ProChem and our collaborative venture (KLeeNwater) with EES by presenting this week at the MEGA Symposium in Baltimore, Maryland.
MEGA focuses on the power plant industry response to upcoming environmental policy and consequent operational challenges. Acting as the power plant industry’s leading technical conference, MEGA includes policy discussion and sessions on water and air technology to meet the challenges of current requirements and regulations. The 2018 MEGA emphasized approaching up-coming regulations through the use of recent technological practices which meet operational demands while advancing industry toward sustainability.
Partnering with organizations such as Air & Waste Management Association, Institute of Clean Air Companies, EPA, and DOE, sessions were centered around one idea: maintaining the power grid through the lens of regulations. Steven Winberg, Assistant Secretary of Fossil Energy from the DOE, was the opening keynote speaker. Mr. Winberg has 39 years of experience in the energy industry and stated the DOE’s goals under the current administration are two-fold: “Meet (the) continually growing need for secure, reasonably priced…energy supplies through… realizing the promise of clean coal and developing America’s oil and gas reserves…” and “…executing regulatory responsibilities.” The following presentations reflected the question that was suggested by Mr. Winberg’s address: How do we maintain and strengthen our countries power grid while meeting the increase in environmental regulations?
Although many sessions included presentations on the detailed data surrounding the chemicals and practices used in the power industry, such as selenium, mercury, and ash ponds, the transformation of the power industry and technical solutions maintained the focus. The solutions to current regulatory compliance needs were broken up between air and water.
The issues surrounding air balanced between emissions and abatement strategies that followed, while discussions on water encompassed our specialty: reuse. Our presentation at MEGA was a ‘Detailed Overview of the KLeenNwater Pilot System for ELG Compliance.’ The report, written by Katie McIntyre on the pilot system, describes KLeeNwater as a platform with a “novel approach to pretreat and concentrate wastewater streams to meet ELG and ZLD requirements.” This strategy has end result of both cost and water volume reduction with the highest recorded value achieved at 99% recovery. The KLeeNwater approach is able to use the current ProChem pre-treatment options, including sand filtation, physical/chemical treatment, and take further steps in microfiltration and ultrafiltration to greatly reduce contaminates and meet and exceed proposed water regulations. “A brackish RO polishing system can be utilized as the final step of the system, which has proven to have the ability to reduce TDS to below 25 mg/L to meet voluntary BAT. Additionally, KLeeNwater is capable of providing multiple options for concentrate management including fly ash wetting, solidification, and evaporation. The system consists of one 40’ Hi-Cube steel conex container housing a complete fully automated wastewater treatment system.”
The KLeeNwater system presentation highlighted that multiple pilots have been completed—yielding “excellent results to prove that it is an ideal system to meet upcoming ELGs, provide high levels of water reuse and cost-effective solidification-based concentrate management.”
Based on the information given by the paper and presentation, “A Detailed Overview of the KLeeNwater Pilot System for ELG Compliance” – Katie McIntyre
- Written by Lacy Hatcher
- Category: News

ProChem, Inc. is proud to announce that we will be designing and building a continuous flow wastewater treatment system for an international chemical manufacturer located in Georgia. The wastewater treatment system will treat 50 gallons per minute of water, removing fluoride and suspended solids. The system will also be equipped with controls instrumentation and monitoring.
Congratulations to the ProChem team and to our new customer for finding a solution to their water problem.
- Written by Lacy Hatcher
- Category: News
What are Ion-Exchange resins?
Ion-exchange resins are small, porous beads that are negatively or positively charged, allowing them to grab onto ions (contaminants in the water) that are attracted to that charge. These resins are solvents (insoluble in water), and they range in diameter from 0.3 to 1.5 mm. Resin is placed in a vessel, usually called a column, and submerged in water where it forms a layer on the bottom called a bed. The bed absorbs water and swells when it is first immersed. Immersion conditions the resin. When the resin is fully conditioned, the beads contain 50 - 70% water.
Wastewater is passed through the resin columns while the resin bed is gently agitated. The agitation allows the water to flow uniformly around the resin beads. The agitation actually increases the amount of surface area that comes in contact with a wastewater, which increases the likelihood that the porous openings will come into contact with ions. Imagine the resin bead as a ball covered in holes. As the ball rolls and bounces in the wastewater, its holes become exposed to the particles suspended in the water. Due to the charge, if the ions come into contact with the resin, they will be attracted to it and become trapped in the pores.
There are two main types of resins: Cationic and Anionic. Cationic (pronounced like "kat-eye-on") resins are negatively charged and remove positively charged cations. Here are some examples of ions that can be removed by Cationic resins: Chrome (Cr), Nickel (Ni), Zinc (Zn), Copper (Cu), Lead (Pb), Calcium (Ca), and Ammonia (NH3).
Anionic resins are positively charged and remove negatively charged anions. Here are some examples of ions that can be removed by Anionic resins: Chlorides (Cl), Sulfates (SO4), Nitrates (NO3), Carbonates (CO3), Phosphate (PO3), Bromide (Br), and Hydroxide (OH).
Why use Ion-Exchange resins for wastewater treatment?
Ion-exchange resins fill a unique niche when it comes to wastewater treatment. They are ideal for treating waste streams that are lower in total suspended solids (TSS) and in contaminant levels than those treated with a chemical program. Other advantages include:
- No sludge generated. If the wastewater being treated is from an electroplating operation, for example, sludge is considered F006 hazardous and can be very expensive to haul off.
- Less labor intensive than chemical treatment.
- Columns ship easily and are usually considered non-hazardous.
- Much smaller space requirements than a chemical treatment system. A system that treats 10 gpm - 20 gpm can easily fit in approximately a 4 x 10 footprint.
- Lower overall operation cost.
There are several suppliers that offer ion-exchange resins and the columns. The simplest way to use ion-exchange is by utilizing a column exchange program, which is available through certain vendors. These programs allow you to exchange your exhausted columns for regenerated ones without impeding your wastewater treatment process or production. Contact an industrial water treatment company who can help you select the most effective resin, install the system, and set up a routine column exchange program that works for your facility.
ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: News

What is Ammonia?
Ammonia (NH3) is a compound that is made of two gases: nitrogen (N) and hydrogen (H). It is colorless and has a distinct odor. Ammonia is used in many industries. In agriculture, for example, it is used for fertilizer. It is also used in food processing, metal finishing, chemical synthesis, ceramic production, oil refining, and many other industries. All of these industries produce wastewater that will contain concentrations of the Ammonia they use in their manufacturing process. Some forms of Ammonia are toxic to the environment.
What does Ammonia do in water?
When Ammonia reacts with water, it forms a weak base (pH >7). Two species of this compound exist in water: ionized NH4 (Ammonium) and non-ionized NH3 (Ammonia). It is the non-ionized form that is toxic. Generally, the equilibrium shifts toward a greater amount of non-ionized toxic NH3 with increasing pH. NH3 + H2O ↔ NH4 + OH One molecule of Ammonia reacts with one molecule of water to form an Ammonium ion and Hydroxyl ion. As the pH increases, the reaction moves more to the left, and the amount of toxic Ammonia increases. Concentrations of Ammonia (NH3) ranging between 0.5 ppm to 23 ppm are toxic to freshwater aquatic life. Ammonium is broken down by aerobic organisms to form nitrate (NO3) in a two step process: 2 NH4+ + 3 O2 → 2 NO2− + 2 H2O + 4 H+ 2 NO2− + O2 → 2 NO3− Ammonia can also complicate wastewater treatment by complexing the metals that are concentrated in the wastewater, making the metals more difficult to remove.
How is wastewater treated for Ammonia?
There are many methods for removing Ammonia/Ammonium from industrial wastewater. Some of the more common methods are listed here:
- Conventional activated sludge: A biological treatment method. This method requires expensive capital equipment and large tanks or concrete basins.
- Aeration: A time consuming and expensive method. This method requires a capital equipment investment and is used with conventional activated sludge to break down organic matter.
- SBR (Sequencing Batch Reactor): This process usually has several treatment steps that may include conventional activated sludge and aeration, in addition to a third and fourth step. This method requires an expensive capital investment and most often uses concrete basins.
- Ion-Exchange: The most economical method. This method requires lower capital investment in equipment and has a smaller footprint even for a large application. The same resins that are used to remove the Ammonia/Ammonium will also remove nitrates simultaneously.
ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: News

About Wet Testing
Before we ship a system to a customer site for installation, we test it here in our facility in Virginia. We call it a "wet test." Wet testing includes running water through the system, testing and calibrating instruments, checking for leaks, simulating scenarios, training Technical Services staff, applying finishing touches, and ensuring all the pieces are functional and present before shipping.
ProChem is currently starting up a 10gpm CWP - continuous flow wastewater treatment system at a leading global securities company. The system will remove heavy metals and suspended solids from their waste stream before discharging it. The following images are from the wet testing that was conducted on this CWP system.

T104 filling with water for the wet test.

Technician, Turner Ward, calibrating a pH sensor.

Technical Services Representative, Scott Buff, getting familiar with the HMI.

I & C Manager, Mark Trussell, triple checking the PLC program.
Next Steps
After the successful we test, this system was shipped to Utah for installation. The installation and start-up process is now nearly complete. This process includes operations training and dedicated Technical Services staff on site. They are there to ensure that the system is running effectively, that the operations staff is ready to operate it on their own, and that our customer's expectations have been met--before we leave the site.
Watch a video from the wet testing on our YouTube channel: https://www.youtube.com/watch?v=5Ja76_vpMCM
- Written by Lacy Hatcher
- Category: News

A facility in Boston, Massachusetts received a ProChem Metaloc (Metals-Selective Ion-Exchange) system.
The Metaloc system is a standalone, skid-mounted system that will remove lead and other water contaminates from wastewater generated from battery washing operations at the facility.
The system is set up to treat in batches at a flow rate of up to 6gpm. The treated water will be recirculated and reused, eliminating the need to discharge to the sanitary sewer system. The system is equipped with electronic sensors to monitor flow, conductivity, pressure, and water level with alarm capabilities. The columns are dual arrangement such that one set may be put in-service while the other set is being regenerated at the ProChem regeneration facility.
- Written by Christopher Kidd
- Category: Environmental Articles

Fresh from Hurricane Harvey, Houston has suffered through the consequences of their inadequate flood mitigation strategies. The flood conditions could be even worse this season—starting June 1—and preparations made by local and state governments will be under the microscope. Will they set aside the money for mitigation efforts, or will they roll the dice?
The social, economic, environmental, and structural effects of flooding vary depending on the location and severity of the flooding. Moreover, flood mitigation strategies themselves can expose the vulnerabilities of communities. Implementing successful mitigation requires cross-district and state policy regulations—storm water, for example, doesn’t obey municipal lines. To implement flood abatement and prevent catastrophic events from potentially raining down on their citizens, cities and townships should decide how to allocate funding: education, city infrastructure, or public services. Government officials and local professionals must draw upon current flooding data in their geographical range to justify appropriate funds and move forward with plans that can preserve not only economic dignity but also the lives of those at risk.
Educating citizens about how to prepare and having emergency plans for every department are crucial in developing a more resilient city. Local communities are responsible for mitigating repetitive flood problems by implementing educational measures, including information about emergency routes and actions to take in the case of a flood event—such as not crossing a flooded area, not re-entering homes prematurely, or not drinking tap water that could potentially be contaminated. Education, however, is only a small part of this equation and should act as a catalyst that spurs citizens to push their government to allocate the funding to support the physical components of the mitigation strategy.
Both built and natural infrastructure affect the extent of flooding consequences from storm surges. Natural structures include channels and natural floodplains, while built structures are comprised of damns, levees, and flood walls. Investment in city resilience planning reduces the flood time within a city, decreases property loss, and lessens the mortality risk while also keeping a city economically afloat during a tragedy—because businesses remain open.
Strong organizational commitment to flood protection is not a one-time deal. It requires long-term adjustment of policy. Analyzing what worked, what didn’t, and the changing conditions of the built environment inform smart policy. These factors should be adaptive instruments used to respond to various ecological and human-made systems.
Within the past 20 years, we have begun to see dramatic shifts in rain patterns, which lead to extreme weather events. The swings in air and ocean currents are changing global weather patterns at a high rate (some research on that can be found here). Every community has flooding risk, but deviations show increased likelihood of flooding in places with little to no experience with extreme flooding, as Houston discovered last summer.
As our weather shifts, our priorities should follow suit. Commitment to preemptive flood abatement measures needs to be demonstrated in community budgets. Among the noise surrounding climate change and weather shifts are many helpful and potentially life-saving pieces of wisdom. At the very least, we ought to be concerned about the economic benefits of taking preemptive action—a precautionary strike may be the only way to protect ourselves and our communities from the potentially ruinous effects of storm water.
For Further Reading:
- Written by Christopher Kidd
- Category: Environmental Articles

Clean air, safe drinking water, and sufficient food supply are all increasingly at risk from extreme weather events as we advance into the 21st century. In the absence of government mandates, it’s incumbent upon U.S. industry to take precautionary actions like those outlined in the Paris Climate Agreements. Doing so will prevent the pervasive, irreversible consequences of climate change by allowing for adaptive management to changes over several decades. By implementing cost-effective measures, environmental and health degradation can be mitigated.
After a long struggle to contain a global rise in temperature, the largest international climate conference in history, the 2015 United Nations Climate Change Conference (COP21), made commitments aimed to keep global warming below 2°C by developing The Paris Agreement. The multilateral agreement between 197 parties who came together to create a sustainable and dynamic action agenda seeks to prevent the escalation of climate change, but what about the impacts of deviations in weather patterns already in effect?
A common misconception regarding climate change is that it simply means the earth will get warmer, but the true definition reveals that the change is in the distribution of weather patterns around the world. Quite simply, wet areas will get wetter and dry areas will get drier. Climatologists are already seeing this pattern and predict more extreme weather events, sea levels rising, and warming oceans in the coming decades.
Policymakers typically structure environmental policies to stop worsening climate change, but the burden on water resources has already started being intensified. For every fraction of a degree the atmosphere is warmed, the hydrologic cycle is altering the intensity of precipitation—impacting both water quality and the safety of water sources.
We may soon see impacts on drinking water and ecosystems that will lead to ripple effects on our food supply as water quality and supply are jeopardized by climate change. Water quality is already diminishing due to increased sediment from heavy downpours. In some areas where competition for water is increasing, quantity is decreasing as short- and long-term droughts are gradually intensifying.
Skeptics often cite lack of scientific certainty as a reason for postponing action on climate change, but accumulating evidence is adding weight to the “better safe than sorry” argument. Early warnings of climate change ring the alarm bell for doing the bare minimum—just in case—as the economic consequences of doing nothing continue to mount. The U.S. weaning itself off fossil fuels is a clear first step in abating those consequences. The 97% chance that climate change is caused by human involvement is evidence decisions about energy profiles need to look differently from this point forward.
Our country has been one step behind Europe in creating energy efficient products and reducing greenhouse gas emissions through policy techniques such as carbon pricing and “cap and trade” agreements. If corporations were to get in front of potentially strict cap and trade agreements before they’re on the table, for example, they would be able to act gradually and economically, rather than abruptly with potential penalties for violations.
The removal of the U.S. from the Paris Climate deal came after President Trump talked skeptically of climate change—calling it a “con job” and a “myth.” But what are the costs of waiting for a permanent display of its authenticity? The U.S. is not tied to any international climate legislation since the withdraw from the Paris Climate Agreement in 2017, a decision that came with strong criticism both internationally and domestically and resulted in estrangement from our closest allies. States have taken up the Paris targets on their individual agendas, but not taking the opportunity to mitigate climate change at a national level could cost America.
Critics of climate change attest that legislation will negatively affect our strongest economic sources based in fossil fuels, but not leaning into the precautionary principle could lead to costs that could be mitigated in the inevitable fight for water resources.
Climate change: How do we know?
U.S. withdrawal from the Paris Agreement: Reasons, impacts, and China's response
- Written by Christopher Kidd
- Category: Environmental Articles

The U.S. water infrastructure isn’t making the grade—in fact, it’s dangerously close to flunking. Best case scenario, leaky pipes continue to waste trillions of gallons of water every year. Worst case scenario, crises like the one in Flint, Michigan, are repeated all over the country.
The infrastructure for the pipes that carry drinking water across the country has a lifespan of less than 100 years, but those pipes were laid in the mid-20th century, without being adequately maintained. Currently, the money being used to maintain our water infrastructure accounts for only one-third of the water being consumed in the U.S. One-trillion dollars will be needed to maintain, repair, and expand the existing infrastructure over the next 25 years to ensure safe drinking water. Nearly half of this investment would go into the expansion of new pipes, but the majority would go toward replacement in those areas that do not have clean drinking water.
The most glaring example of a possible future for America has already been shown in Flint, Michigan. This significant structural water crisis developed into a health crisis in 2014 when lead from the pipes ended up in the drinking water. Later, disinfection byproducts and bacteria were also found in the water. Six months after E. coli and total coliform bacteria were confirmed in Flint’s water supply, they were found in violation of the Safe Drinking Water Act when carcinogens were discovered. A year later, a state of emergency was declared, followed by a state probe, leading to involuntary manslaughter charges for five officials.
The crisis started after Flint, Michigan hired a new, temporary city manager who decided the way to buffer the water crisis was to transition their water source from Detroit, whose water came from Lake Huron, to the Flint River. The water in the Flint River water was extremely corrosive and caused the lead and heavy metals from the pipes to be dragged along with the water. Health officials do not believe that the children exposed to this water will be able to remove the lead from their systems during their lifetimes, which could cause neurological and other health effects. Following Flint, other cities in Michigan and Ohio, as well as many cities east of the Mississippi river, have been found to also have elevated lead levels.
ASCE Committee on America’s Infrastructure, a group of civil engineers across the country who assess data and reports from technical and industrial sectors, have recently developed modern water infrastructure criteria based on the following: capacity, condition, funding, future need, operation and maintenance, public safety, resilience, and innovation. They then develop an infrastructure report card grading scale: A-Exceptional, fit for the future; B-Good, adequate for now; C-Mediocre, requires attention; D-Poor, at risk; F-Failing/Critical, unfit for purpose. Based on this scale, the U.S. water infrastructure was handed a “D.”
Recent estimates have revealed approximately 2.1 trillion gallons of water are lost per year because of leaks in infrastructure. Although the congressional and presidential campaigns in 2016 saw a lot of promises to rebuild the nation’s infrastructure, when the opportunity to address the issue in front of Congress arose, reforms did not pass. Water infrastructure is becoming increasingly fragile, in parallel with the state of the nation’s water quality. The cost to fix this issue is significant, and there is a weighty funding gap that will grow increasingly expensive, as the rate is 3-10 times more to fix a pipe after it fails.
This issue has been, quite literally, out of sight. Water is something that we assume will always be there because we haven’t experienced anything else. Every day we waste water, but when will this issue be resolved? Can the United States prevent a “day zero” crisis?
Further reading:
As Infrastructure Crumbles, Trillions ff Gallons of Water Lost
Understanding Flint’s Water Infrastructure Crisis: Water Infrastructure Inequality in America
The Economic Benefits of Investing in Water Infrastructure
Aging Water Infrastructure Wastes 1.7 Trillion Gallons a Year
Flint Water Crisis Criminal Prosecutions: Where Things Stand Now
- Written by Christopher Kidd
- Category: Environmental Articles

Most Americans take it for granted that clean water will flow every time they turn on the tap. But imagine turning on the news and hearing that your community was running out of water.
That’s exactly what’s happening in Cape Town, South Africa, where an entire modern city has been on the verge of running dry. Only recently has the situation been stabilized, and only after slashing individual water usage by half.
How could this disaster have been prevented? South Africa has an extensive network of wastewater treatment plants, but 60% of these facilities do not meet the discharge requirements (limits on pollutant parameters, protection of sewerage systems, requirements to control sludge discharge, etc.) and 44% have opted for less suitable technologies when considering their water capacity and effluent quality requirements.
For years, the water supply in South Africa has been shrinking while the water quality has been deteriorating as the demand for water grows in cities, which leads to a dependence on water sources farther afield. This increased need for water is a result of both population growth and increased industrial demand.
Africa has about 9% of the world’s freshwater resources, but their water management policies and implementations have led to the continent having less fresh water per person than any country in the Middle East or Asia (areas usually thought of as water-scarce). Under those circumstances, water is too valuable to be used just once. And although Africa is the most glaring example of unsustainable water practices, the problem isn’t only there—for example, 54% of India’s groundwater wells are decreasing, while 60% of their aquifers are in critical condition.
This is a growing global concern. Access to clean water can be a stabilizing as well as a destabilizing force. By learning from these examples and changing preconceived notions of wastewater treatment, responsible policies combined with wastewater treatment and reuse technology can assist in making it a stabilizing force.
Further reading:
America’s water crisis could be worse than you know
Industrial wastewater discharge regulations
South African wastewater plant gets global attention
South Africa water crisis necessitates wastewater treatment
- Category: Milestone Examples of Water Reuse

One of our company values is to protect people and the environment. We seek to do this through partnering with industrial plants to help them safely reuse water and discharge wastewater, reducing the burden on local water utilities. We take pride in using chemicals and processes that aren’t harmful to the environment or to people. Based in beautiful Southwest Virginia, we understand how sensitive our lands and waterways are to misuse and pollution.
On Sunday, July 15, 2018, the Roanoke Times published an article (and later a follow-up) about discoloration in the James River due to a waste treatment issue at a paper mill in Covington, Virginia. Of course, any change to sensitive river ecosystems is a potential cause for concern, but we also think it’s important to understand the severity of those changes.
Paper mills use millions of gallons of water a day and often discharge their wastewater into local waterways, since water utilities wouldn’t be able to handle such an influx. One way they can mitigate the risks of water discoloration and other related issues is to treat and reuse a majority of their water. By integrating an industrial water reuse system, 85% to 90% of their water could be reused, while treating and discharging only 10% to 15% of their daily intake.
While we don’t work with the paper mill mentioned in the article, we do partner with wood industry plants. (In fact, we recently published an article about one such customer.) The water they use to scrub fine wood particles from gases before they can be released into the atmosphere (to comply with EPA regulations) is exceptionally dirty. Tar and lignin, which caused the discoloration in the James, are unavoidable byproducts when working with wood. And they’re very difficult to clean from water. We spend a great deal of time and effort developing the most effective chemistry and systems to do so safely and within discharge limits.
So, what happens when those discharge limits are exceeded? If it’s a hazardous substance, the results could be catastrophic to people and the environment. Fortunately, that didn’t happen this time. Lignin is a natural substance found in the cells walls of plants. It’s separated from wood during the chemical process of forming wood pulp. While unfortunate, the one-time release of an excessive amount of lignin into the James was not on the scale of a “hazardous spill.” Likewise, the accidental release of biodegradable defoamer (probably a mineral oil-based one) should not be a cause for concern.
It’s important to keep an eye on industry and to advocate for greater water reuse and the rigorous application of discharge limits. Better water management policies are needed to prevent pollution and to preserve our supply of fresh water. Water reuse and treatment technologies like the ones we develop are important in this effort.
Further reading:
Wood Products Industry - Benefits of Reusing Process Water
CleanWESP Saves Maintenance Costs and Down Time
CleanWESP Extends RTO Media Life
What the Engineered Wood & Pellets Industry Does with Their Water
- Written by Christopher Kidd
- Category: Milestone Examples of Water Reuse
ProChem recently completed another project that embodies our mission: to advance our customers’ total water management strategies by providing innovative solutions supported by a comprehensive set of services. This project required the coordination of chemistry, equipment, technology, and customer-centered collaboration—all the disciplines on which ProChem was founded and continues to operate.
The Customer
Prior to finding ProChem, this wood products manufacturer had been working with their local publicly owned treatment works (POTW) to treat their water. They needed to lighten their heavily pigmented water so that it could be penetrated with a UV light in order to disinfect it before discharging to the POTW.
The company initially hired an engineering firm to find a solution, but because there are so many nuances in waste water treatment that require expertise in multiple disciplines, they were unable to provide one. They would have needed to understand the wastewater, the chemistry, and the unique needs of the customer—a specialized set of services they turned to us to provide.
The plant’s wastewater comes from their wet electrostatic precipitator (WESP) system, which uses water and electricity to scrub fine wood particles from gases before they can be released into the atmosphere according to EPA regulation. Those fine wood particles end up in the wastewater that the ProChem system needed to treat. Our starting point was our CleanWESP water treatment program, designed by ProChem chemists specifically for the wood products industry to protect valuable equipment such as the WESP. Even with this solution in place, this customer had significant problems that would require some creative problem-solving. Fortunately, our team lives by the premise, “The bigger the problem, the bigger the solution.”
While ProChem’s experts were researching the problem, the POTW continued to tighten their restrictions. As a result, the scope of the project pivoted from merely lightening the pigmented water for discharge to treating and reusing 10% of their wastewater inside the plant. This is what we refer to as a “kidney loop”—continuously treating part of the stream, rather than the whole thing, to keep the whole stream cleaner.
ProChem’s custom-tailored solution to treating wastewater for discharge while also implementing water reuse required a carefully orchestrated combination of chemistry, equipment, and technology.
The Chemistry


When dealing with wood wastewater, there’s only one proven chemical treatment that works. A coagulant turns dissolved contaminants into solid particles, while the polymer holds those together to make bigger particles, which typically sink to the bottom. But in cases such as this, the wood particles float. The chemistry team at ProChem had to find a combination of polyamene, pH, coagulant, and polymer that had good separation to allow the solids to float in as compact a layer as possible and also produce water as clear as possible. At the plant, the particles on the top get skimmed off and go to the belt press, where the water in the sludge is removed and the sludge is disposed of.
The Equipment

The system that ProChem designed includes pretreatment, sand filtration, reverse osmosis membrane filtration, and UV lights. The system is based around a specialized chemical treatment program coupled with I-PRO™ and B-PRO™ membrane technologies. Designed to treat up to 60,000 gallons per day at 200 gallons per minute (gpm), the current system handles 125 gpm of reuse water and is integrated with existing clarifiers, dissolved air flotation (DAF), and a belt press.
ProChem fabricators constructed three Conex containers at our facility in Elliston, Virginia, and outfitted them with amenities for 24-hour, year-round operation—lights, heaters, fans, and ventilation.
One container houses three 62-ft3 sand filters operating in parallel with one in service at a time. The sand filters are equipped with automatic switching and backwashing of exhausted columns using permeate water.
Our membrane technology for this project included both I-PRO and B-PRO Conex containers. Both containers consist of an automatic prefilter switching to reduce down time, additional chemistry to prevent scaling and biological growth, and an automatic phase change based on conductivity—keeping discharge within operating parameters. The I-PRO container consists of 10 membrane housings, each with six membranes, while the B-PRO container has eight membrane housings with four membranes in each.
As always, we incorporated the most up-to-date technology that was appropriate for the customer’s particular needs:
- High-efficiency booster for maximum reuse
- 125-hp motor and operating pressure, producing approximately 700 psi to 900 psi in the I-PRO
- 50-hp motor with an operating pressure between 300 psi and 400psi
The initial walkthrough at the customer’s plant revealed tight spaces that would require precise piping work to create the most efficient and sustainable system. For a clean piping sequence, our Project Superintendent made sure there were no “jumping pipes,” meaning no pipes overlap. Overlapping diagonal pipes make the system less serviceable. For example, simply fixing a valve could require cutting pipes. Because of our close attention to detail, that wouldn’t be necessary for this project.
The Technology


This system is automated and continuously transmits data to ProChem’s AutoRun™ software. To accomplish this, our Controls & Instrumentation Engineer used the P&ID to determine how many PLC (programmable logic controller) inputs and outputs would be needed. The PLC is at the center of the control system, continuously monitoring the state of input devices and making decisions based upon a custom program to control the state of output devices as much as 100 times a second.
Our Controls & Instrumentation Engineer writes custom programs using algorithms to monitor flow, dose chemicals, adjust pH, control agitator speed, and much more. Any signal that can be measured can also be manipulated.
ProChem upgraded the customer’s wastewater treatment system to provide operators the means to enhance their process for meeting the plant’s water quality needs. As part of the upgrades, ProChem modernized the control system utilizing a Remote I/O solution. This technology reduced wiring costs while improving operational readiness and reliability.
The Remote I/O system provides a reliable method to transfer monitoring and control signals to and from the PLC-based control system. In this configuration, two Remote I/O stations are situated along the Ethernet network in different areas of the system. Each station contains five to 10 I/O modules. For monitoring applications, the system collects signals from analog transmitters or discrete devices. It concentrates the signals and, when polled by the network master, sends them over the Ethernet network directly to the main PLC control panel. For control, process commands from the host are transmitted over the network and converted to analog or discrete form to control valves, pumps, motors, and other types of proportional and on/off control elements.
The Takeaway
This wood products manufacturer has a large and complex treatment system with multiple moving parts. The challenge for us was to make all those parts work together in balance. It was the most complicated control system our engineers have ever designed.
As always, we maintain an ongoing relationship with this customer and continue supporting them both remotely and on-site. In fact, one of our Environmental Technicians is responsible for the day-to-day optimization of the system.
ProChem’s team took a customer who was discouraged and gave them the solution they needed to protect their costly (about $1 million/year) WESP equipment by treating and reusing their wastewater. The remaining wastewater is discharged to the POTW, guaranteed to maintain compliance.
Looking for a solution to your industrial water problems? Contact our experts today!
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse
Fresh water costs are increasing as the availability becomes less reliable, putting a strain on industrial plant managers who require water for production processes.
The quality of water that is permitted for discharge from industrial manufacturing processes to public treatment facilities is highly regulated and presents a significant environmental liability.
These requirements pose an added strain on operating budgets and plant flexibility. As production requirements grow and processes change, so too will the condition of the wastewater that is generated from the production process. The company's discharge permit, however, is rigid. When a company's wastewater discharge exceeds the permitted limits, fines and other legal consequences may be incurred. One of the most cost-effective ways to reduce such environmental liability is through the implementation of industrial water reuse technologies. These water treatment processes allow for the reuse of industrial process wastewater rather than discharging to the sanitary sewer. Industrial water reuse systems can reduce the need to purchase water for use in production (lowering operating costs) and reduce or even eliminate the need to discharge water from the plant entirely (limiting or eliminating environmental liability). These systems offer a sustainable solution to the industrial water problem using the latest techniques in industrial water technology.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

Congratulations to the ProChem, Inc. Water Systems team for a successful system start-up for a leading manufacturing of fiber cement siding and backboard. This system treats and reclaims effluent from the facility's existing wastewater treatment system for reuse in their manufacturing process. It features automation and web-based remote monitoring and utilizes ProChem, Inc. microbiocide, anti-scalant, and pH adjustment products.
This wastewater reuse system allows the customer to reuse 300k gallons of wastewater per day, instead of discharging it from the plant.



- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse
Does your industrial process use a significant amount of water or have high costs associated with water or wastewater?
Our industrial water reuse customers experience immediate ROI on water costs.
Are you currently treating the purchased water before using it?
Our industrial water reuse customers report that the quality of recycled water is the best they've had for their process and have eliminated their pretreatment system as a result. Eliminating pretreatment means fewer chemicals to purchase and less equipment to maintain.
Do you know of a process or plant activity that could use recycled water?
The recycled water can be purified to the highest quality or to contain essential minerals that help the process to which the water will be fed. The industrial water reuse system is designed to meet your unique needs, not to meet the needs of the majority in an off-the-shelf solution.
Are your operating costs a prohibitive factor in wastewater treatment?
Our industrial water reuse systems are automated and offer web-based remote monitoring, so our reuse customers get more from their current operators without having to increase operating costs. We also offer outsourced industrial water reuse system operations, where we employ the operator so you don't have to.
Is there space available in your facility or outside of it to add an industrial water reuse system?
Our industrial water reuse systems are designed to be integrated into existing wastewater treatment systems and can even be installed outdoors in the open or in an external enclosure. We fabricate the systems in house, allowing us to design the system according to your footprint.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse
Conserve resources
Only 3% of Earth's total water supply is fresh water.
Of that 3%, only 0.008% is available for us to purify and use. The rest is contained in soil moisture and frozen in ice.

Reducing the daily and hourly strain on that water means there will be more to go around at a given time. Industrial water recycling and reuse practices now are sustainable solutions with long term benefits.
Reduce operating costs
Reusing or recycling your facility's industrial wastewater means that you:
- Won't have to purchase water as often or ever again, avoiding the ever-increasing water rates.
- Won't need to pay to discharge to the sewer, avoiding surcharges and penalties.
- Can have better quality influent via your recycled water than the city water you purchase now, so you can save on pretreatment efforts, equipment, maintenance, and product fouling.
- Can use the recycled water for for any other process that uses water: utilities, cooling/heating water, process feed waters, and so on.
Eliminate discharge permits
You can reduce or eliminate your current and future wastewater permit challenges and liabilities. Because the amount of water you'll discharge will be significantly reduced, if not eliminated, you will be able to lower the discharge permit limits and never deal with flow restrictions again.
Brag about it
You'll earn the positive environmental image and the right to market yourselves as water stewards. Once you implement one sustainable practice and remove the worry associated with your wastewater, it is much easier to envision environmentally sound solutions and sustainable practices in other areas of the business.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse
One of the largest facilities in its area and one of the largest in that company, a heavy duty truck engine and cab manufacturing facility chooses to recycle their industrial wastewater.
Corporate mandate to reach zero discharge may have been a large motivating factor, but the success of the industrial wastewater recycling program and the cost savings prove to be the wins for this facility. They are now reusing up to 8.4 million gallons of their industrial process water per year, which translates to a 60% - 80% reuse rate. And they have plans to improve that rate to 100%. With ProChem's help, that is a real possibility.
The EHS Manager in this facility faced several challenges with the wastewater they previously discharged. Surfactant issues and foaming at the regional water authority, where the wastewater was received, and also molybdenum contamination of land-applied sludge were reported. The EHS Manager was proactive in identifying the facility's contribution to these issues and in finding a solution. ProChem and the EHS Manager worked together to find the solution that was best for the facility. Multiple technologies were evaluated, including vacuum distillation, ion-exchange, and membrane filtration with nanofilter/reverse osmosis system. The membrane filtration with nanofilter/RO technology would ultimately become the best option for meeting the corporate goal of zero discharge through a closed loop industrial water reuse system.
The proposal to the facility's management included incentives such as directing capital funds to recycling industrial wastewater instead of meeting increasingly stringent and recurring environmental regulations. The recycled water could be routed to the cooling towers because it would actually be of higher quality than what is purchased from the city, reducing the need for chemical pretreatment, increasing cooling efficiency, and extending the equipment's life. More specifically, the membrane filtration (with nanofiltration/RO system) technology offers the following benefits:
- Produces acceptable process water with little organic, microbiological, or inorganic contamination
- Requires minimal operating labor (because ProChem water reuse systems are automated)
- Produces minimal concentrate (waste), which is simple to treat through a conventional precipitation system
- Comes with a reasonable price tag and overall low operational costs
Additionally, adopting industrial water recycling in the facility would eliminate the need to store untreated wastewater due to the flow restrictions from the water authority. Their permit restricts them to 36,307 gallons per day, causing the facility to store an excess of 240,000 gallons.
After implementing the industrial water reuse system, the plant-wide use of water has been reduced from 62 million gallons per year to 26 million gallons per year. Over a 9 year period, plant water use has been reduced by 57.6%. The facility is saving a projected $90,000 on the purchase and disposal of wastewater alone.
The facility uses recycled industrial water in several different applications:
- The e-coating system within the manufacturing process (15,000 to 20,000 gallons per day)
- Humidification (500 to 1,000 gallons per day)
- Parts wash system (12,000 gallons per day)
- Cooling tower (4,000 to 6,000 gallons per day)
The EHS Manager and ProChem are currently working on challenges such as:
- Installing solids removal methods for e-coat discharge to reduce the impact on conductivity/TDS and TSS
- Expanding the storage capacity for reuse water to address losses associated with shutdown periods
- Eliminating stormwater influent to the wastewater treatment process that reduces the water reuse efficiency.
- Adding a high-pressure reverse osmosis system to address the lower conductivity requirement for the e-coat process but also allowing improved reuse rate (>90%)
This facility's EHS Manager is a proponent of industrial water reuse/recycling and despite the remaining challenges still in front of them before reaching their ultimate goal, they are experiencing great benefit from the system:
- Lower operating costs
- Improved feed water quality
- Reduced environmental liability and risk
- Reduced chemical usage
- Decrease in water purchases and disposal costs
- Major step towards fulfilling the company's desired environmental position
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

Congratulations to the ProChem team on a successful system start-up for Alcoa!
This wastewater treatment system was designed and engineered specifically to target and treat the contaminants found in the wastewater at their facility.
Features
The system is fully automated and features web-based remote monitoring software, allowing the system to run 24/7 with only 2 operators.
Services
Alcoa also chose ProChem as their contracted operations service. Both of the operators needed to run the system work for ProChem, so Alcoa doesn't have any added overhead for their new system—but all the benefits of it.
Results
We are proud to report that the system is producing 100% compliant effluent. This system is one huge step towards the facility’s goal to reach a 95% wastewater reuse rate. The second phase of the project will include implementing ProChem’s high-pressure reverse osmosis technology, which will allow them to reuse their wastewater. Great job, team!
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse
ProChem's Water Systems team recently finished another successful water reuse system. This system replaced an existing water reuse system at an automotive manufacturing plant. The existing system utilized standard reverse osmosis technology and was almost 10 years old. With that system in place, the customer was experiencing about a 70% reuse rate.
The ProChem Industrial Water Reuse system uses ProChem's high-pressure reverse osmosis technology. As a result, the customer is now experiencing a 93%+ water reuse rate.
Congratulations to the Water Systems team and to our customer!


- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse
After the successful implementation of a ProChem continuous flow wastewater treatment system, Alcoa has contracted ProChem again to be their water reuse solution.
Features
The ProChem water reuse system will feature ProChem’s high-pressure reverse osmosis technology. The system will also be equipped with local monitoring and automation controls and ProChem’s web-based remote monitoring service. The system’s goal is to reuse over 75% of the industrial wastewater from the facility and return the water to the manufacturing process.
Services
This system will be operated by the existing ProChem operators who operate the wastewater treatment system daily.
Results
The ProChem water reuse system will allow the facility to reuse over 75% of their wastewater.
Congratulations to the ProChem team and to its customer for taking another step towards environmental excellence!
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

Wichita Falls, Texas - Alcoa (Howmet) held a groundbreaking ceremony on March 9th for a Natural Engineered Wastewater Treatment system (NEWT). The NEWT is the first of its kind in Texas, and ProChem, Inc. will be integrating its systems with the NEWT. The existing ProChem wastewater treatment (WWT) system collects industrial wastewater from the facility’s manufacturing process, treats it using physical/chemical protocols, and then will feed it to ProChem’s HPRO water reuse system for recirculation back into the manufacturing process. The NEWT system will collect sanitary water from the facility, purify it using vegetation, and then feed it to ProChem’s HPRO water reuse system also for recirculation into the manufacturing process. With these systems in place, Alcoa will reduce their overall water consumption by 68%.
NEWT System Process Flow

For more information, read and watch the local news coverage on Alcoa’s groundbreaking ceremony.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse
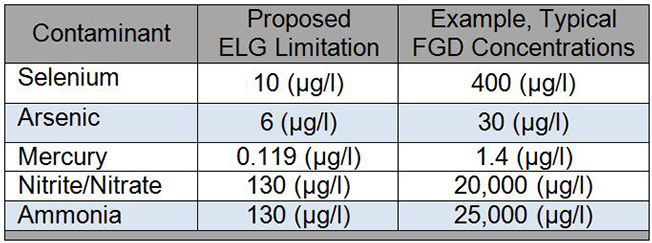
In the face of impending changes to the power industry's ELG limitations from the EPA, facilities are looking for a cost-effective solution for meeting stricter limits now and in the future.
This table outlines the proposed limits on the most heavily restricted contaminants and their concentrations found in FGD waste streams (that were used to test I-PRO technology).
Traditional treatment methods utilize physical/chemical treatment and biological treatment, and then discharge the water. Doing so, however, still leaves room for permit violations. Traditional systems are also very large in size and are capital expensive.
Zero-liquid discharge is the best option for power generation facilities to meet these low ELG limits, as it the only method that will ensure 100% compliance now and in the future. ProChem's I-PRO technology in conjunction with solidification or evaporation can provide power generation facility's with an economical solution for meeting currently proposed regulations and future regulations.
The following results were reported a study conducted on ProChem I-PRO technology (with recommended pretreatment).
Contaminant Removal Data

Recovery & Reuse Percentages
The following data is based upon a total daily flow of 100,000 gallons (average).
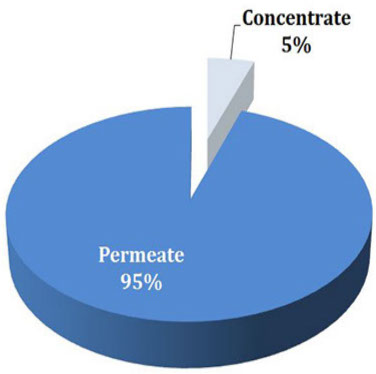
Recovery Achieved - 95%
- 5% Concentrate = 5,000 gpd
- Evaporation and solidification options
- <4 gpm of Concentrate to manage
- Wastewater generated fro reuse/discharge: 95,000 gpd
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse
Manufacturing facilities in the U.S. consume high volumes of water in order to manufacture goods for the public. That water is regulated by federal and local government when it is fed into the facility and when it is discharged from the facility (as wastewater). Recycling this wastewater can eliminate the need to discharge water altogether, reducing the amount of water a facility consumes significantly. Reducing water consumption saves the manufacturer money and reduces their impact on the environment. Here are the top 3 reasons why manufacturers recycle and reuse their process water.
1. Social Responsibility / Environmental Stewardship
Manufacturers are using their existing brand power to lead by example and support water conservation efforts. Mandates from corporate headquarters are passed to their U.S. manufacturing facilities to recycle water, reduce water consumption, and demonstrate environmental stewardship overall. These companies recognize those efforts as a social responsibility, understanding also that consumers favor companies who are taking action to improve the impact they have on their community and the environment.
2. Drought Response
Manufacturers within states that experience drought (short term or long term) are impacted by water price increases and state-wide conservation mandates. These impacts can turn into production losses and even downtime, if the facility does not have access to the water volume they need to keep up with regular production. An industrial wastewater recycling system (a closed loop process) ensures that the facility has the volume of water they need for production, even during a drought. Manufacturers who use water recycling systems report reuse rates varying between 80% and 95%. The reuse rate is dependent upon the facilities wastewater quality and the technology used in the recycling system. At any rate, this is a viable long-term solution for facilities in drought-prone regions.
3. Cost Savings
Manufacturers are routinely trying to cut back expenses. Often they look to cut operation costs, which include expenses associated with water. Facilities incur several ongoing water-related costs. They purchase water form the city, purchase and maintain wastewater treatment equipment, employ personnel to operate the treatment equipment, and pay fees associated with discharge permits. Additionally, if a manufacturer is out of compliance with their discharge permit, they can also incur penalty fees and even face legal action. While the cost per gallon of water varies, more manufacturers are finding they can save money by recycling what they already use. Water recycling practices can also provide added benefits such as extending the life of process and treatment equipment (due to the high quality of the recycled water).
Summary
Recycling industrial wastewater allows manufacturers to reuse the water they have already purchased, which saves the money, mitigates impacts from drought conditions, and promotes the company as environmental stewards. There are many big name companies who recycle their wastewater, and they usually promote these activities online and in annual reports that are also available to the public. With just a little research, you can learn about the environmental initiatives of your favorite brands.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

There are hundreds of water treatment companies for manufacturers to choose from for their industrial water treatment needs. These companies advertise online, exhibit at trade shows, and send brochures to you. The first thing for you to understand is that not all of these companies are the same. They don't provide the same services and technologies, and they don't have the same philosophies. So, how do you determine which company is best for your facility's unique needs?
Decide What You Want
Rather than calling every water treatment company you find online to ask for a quote or a sales pitch, I recommend that you make a list of what it is you want from a company. I'm not talking about products, like deciding you want polymer or ion-exchange columns. That is only part of the list. Rather, you should decide as a package what attributes, qualifications, and peripheral services you want the water treatment company to offer.
Create your wish list, and don't limit yourself. It is possible to find one company who provides all the services you need. For example, do you need them to install the equipment? Do you already have a filter cloth supplier? Do you need consultation and engineering too? Many companies offer more than just equipment or chemicals. Some companies provide engineering services and will custom tailor solutions to each application. Some provide outsourcing services and operate your systems on a daily basis.
Location is something to consider: Many manufacturers maintain a successful relationship with their water treatment company from states away. Don't limit yourself by looking only locally.
Research, Research, Research
Online research is a great tool for finding out who a company really is and what they really offer. Now that you know what you are looking for, you can narrow down your call list to companies who offer at least most of what's on your wish list. Don't just look at their products listed in bold text, read their case studies, look at their networks on social media. This will help you understand the company's philosophy, credentials, and the type of people you will be interacting with.
Monitoring capabilities are something to consider: Gathering and reporting data performance data for wastewater treatment is becoming a key part of facility management for manufacturers. Some use that data to identify product defects earlier and prevent further production loss.
Contact Your Top Choices
Contact only the companies that meet all or most of your wish list requirements. Be ready to discuss the scope of your needs and answer questions about your goals, permits, and current treatment process.
Water analysis is something to consider: If the company you contact does not mention wanting to test your water, consider lowering that company on your list and looking elsewhere. Analyzing the water that needs to be treated is the only way for a water treatment company to offer any real solutions, quotations, or guidance to you.
Finding the right company now could mean that you are not searching for a new one later. Decide what your need for your facility, and then find out which water treatment company best meets your needs.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

High Pressure Reverse Osmosis (I-PRO) - ProChem Reverse osmosis equipment has been used for many years to purify drinking water. It is used all over the world to desalinate seawater and bring fresh water to those with limited or no access to it. There are even household versions of reverse osmosis equipment to purify well water before it's fed into the ice maker, for example, More recently, this technology is being used in industrial facilities to recycle the wastewater from manufacturing processes.
Reverse osmosis equipment facilitates the natural osmosis process in reverse. Osmosis occurs when a less concentrated saline solution is drawn to the higher concentrated saline solution. For example, a flower's roots absorb water from the ground through osmosis. In reverse osmosis equipment, a semi-permeable membrane separates the higher concentrated water from the lower concentrated water. A little pressure is applied to the higher concentrated water, forcing it to flow through the membrane, where the salts and other particles become trapped. The result on the other side of the membrane is desalinated and filtered water.
The same reverse osmosis equipment has been scaled down for us in industrial facilities. Industrial reverse osmosis equipment uses a much higher pressure than desalination equipment, operating at 800 to 1,200 psi. Desalination equipment operates between 200 and 400 psi. Because of the higher pressure, the industrial reverse osmosis equipment can treat water with up to 35,000 ppm of total dissolved solids (TDS) while the desalination equipment treats water with TDS up to 1,500 ppm. This allows the industrial equipment to remove most any dissolved solid found in wastewater, such as heavy metals.
The effluent quality exceeds discharge permit limits and is ideal for reuse applications. It is being used to recycle industrial wastewater at a rate of 75% to 95%, instead of treating and discharging. The purify of the effluent can even be adjusted, depending upon what the manufacturing process requires. For example, electronics manufacturers require high purity water.
The disadvantage of industrial RO equipment is the rate at which membranes can become fouled. Replacing fouled membranes is expensive and requires the unit to be shut down. That's where preatreatment comes into play. With the right physical/chemical pretreatment process upstream, the life of the membranes inside the unit will be extended greatly. Cleaning membranes regularly can also extend their life.
Reverse osmosis is no longer just a treatment for drinking water. It enables manufacturers to conserve water in innovative ways by recycling their wastewater. For example, a manufacturer in Texas is using industrial reverse osmosis equipment to recycle both their industrial wastewater and the facility's sanitary water for reuse back into their manufacturing process.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

What is Jar Testing?
Jar testing is a method for determining the treatment method that will be used when treating wastewater. Specifically, it helps to determine which chemicals will be needed and the proper dose rates for those chemicals. Jar testing is essentially a miniature batch treatment tank with all the variables under control of the operator. It usually consists of a "jar" or beaker of a known volume and a variable speed mixer.
The mixer can be as simple as a glass rod stirred by hand, a laboratory stir plate with a magnetic stir bar, or a motor driven metal impeller (similar to the mixers found in many wastewater treatment reaction tanks). It is also a good idea to have a pH meter for jar tests, as many of the reactions that occur during treatment require specific pH ranges.

How do you Jar Test?
As with any experimentation, it is good practice to take notes, keeping track of the additions and observations you make during the testing. A water sample should be taken from the equalization tank (a holdingtank where all wastewaters are intermingled before being pumped to the wastewater treatment system). You should sample a specific volume, usually a liter. Next, agitate the water in the jar, and measure the pH. In waters that may contain cleaner as well as dissolved metals, it is common to lower the pH to 2.5 - 3.0 with dilute sulfuric acid if it isn't already at the required pH.
Once the pH is lowered, you should being adding chemicals. Most often, coagulant is added at this stage. Coagulant is measured in parts per million (ppm), which is one milligram of something in one liter of water. In this case, one ppm is a one hundredth of a milliliter in one liter of water, with 1 milliliter in 1 liter of water equaling one thousand ppm. Coagulant addition may range from 1 to several thousand ppm depending on what is being treated. Allow the coagulant to mix in the water.
Next, the pH should be raised using dilute sodium hydroxide, usually to a range of 9.0 - 10.0. If required, because of complexors that might be present in the water tying up the metals, a metal precipitant can be added at a dose of 50 - 200 ppm. When metal precipitant is mixed well, the polymer should be added. In water being treated for metals, an anionic polymer is commonly used. Polymer addition should be made with good mixing to evenly distribute the polymer throughout the water. Mix for 30 to 60 seconds, then turn off the mixer. A heavy precipitate or floc should form and begin to settle to the bottom of the jar.
At this point, the jar test is complete, and a sample should be filtered and then taken to a treatability laboratory for analysis.
ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

Roughly half the states in the U.S. are currently experiencing a form of drought, ranging in intensity from abnormally dry to exceptional drought, according to the U.S. Drought Monitor. When drought conditions become severe, which is the case for the plains and western states, local government responds with mandates to conserve water. For example, in Wichita Falls, Texas, the entire city's water supply is now being recycled and reused. In California and Washington, residents and industrial facilities alike are under a statewide mandate to conserve water, and governors are calling for permanent behavior changes from residents.
Response to drought situations is one of the top 3 reasons why manufacturers recycle and reuse their industrial wastewater. Manufacturing facilities require large volumes of water to make their products, and they purchase that water from the city. When there isn't enough water to go around, these facilities face higher water costs. Most significantly, however, they face production losses and downtime when they don't have access to the water they need.
In the midst of a drought, requirements may be handed down to manufacturers for implementing a reuse solution or reducing their consumption by a certain percentage. This requirement may be from their corporate offices in order to mitigate losses if the situation persists, or it may come directly from the governor. Either way, the midst of a drought is not too late for implementing a wastewater recycling system. The startup of the system, however, could be delayed significantly if there isn't a sufficient amount of water available for the initial startup. This has been the case at facilities in drought areas such as Texas, where the manufacturer waits months before they have access to the volume of water they need to operate their wastewater treatment equipment.

In areas like California, Texas, and more recently Washington state, the motivations for a long-term conservation and reuse process is high because they are currently experiencing the pain that a lack of water causes. the best time to implement a wastewater recycling system, however, is before drought conditions become severe. While the motivations at that time are less urgent, manufacturers are recognizing that the investment now will mitigate the risks later. Manufacturing facilities in states near the most severely dry states are already heeding the warning and taking action now in case the drought situation elevates in their area.
The long-term drought conditions that we're seeing are not limited to reservoirs that feed water directly into cities. The more severe problem is the depletion of groundwater that is pumped out to make up for the lack of water in the reservoir. Manufacturers recognize this as a risk factor for future production. The only way to guarantee they have the water they need is to recycle the water they do have access to. Industrial water recycling systems offer peace of mind and drastically reduce the volume of water that is consumed by a facility (this also saves money). Instead of consuming 100s of thousands of gallons of water daily, they may take in 100s of gallons weekly or even less frequently than that (to replace the concentrated water that can no longer be reused). Some facilities are even recycling their gray water and reusing it back into their manufacturing process. An Alcoa facility in Texas, for example, is installing a natural (NEWT) system that will remove biological contaminants from their gray water and then feed that treated water to their industrial water reuse system, which feeds water back into their manufacturing process. The water issue isn't a new one, and it is only becoming worse. The manufacturers who respond now will not only alleviate stress for themselves but also alleviate stress on the water resources in their area.
ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

Regardless of a manufacturer's altruistic goals to reduce their impact on water resources, they have to juggle them with daily operations in a cost-effective way. The reality of implementing industrial water recycling equipment comes down to dollars--and sense. Many manufacturers find their return on investment to be well worth the capital expense. They find savings on water purchases, water treatment, and costs associated with discharge permits and compliance infractions. These savings can actually lower overall operating costs.
Cost Savings: Purchasing Water
Manufacturers actually buy the same water back from the city after discharging it. If they recycle this water instead, they can eliminate the repeated steps of discharging and purchasing again. The volume that is purchased at a time is greatly reduced and so is the frequency of discharging. That can also remove a significant strain from the public treatment facility (POTW). More importantly, it cuts down on water costs.
Cost Savings: Pretreatment
A lot of facilities require pretreatment of the incoming city water before it can be used in their facility. Water treatment systems require consumables such as chemicals and filters in addition to resources to operate it. These are ongoing costs on top of purchasing the water. Recycled water is a higher quality than city water, in most cases, so using that water can actually eliminate the pretreatment step and associated costs.
Cost Savings: Permits and Non-Compliance
Facilities who do not meet their discharge permits can face fines and even litigation, costing them more money related to their wastewater and potentially damaging their reputation in their community and market. That can impact the bottom line. Recycling wastewater reduces significantly the risk of discharge permit noncompliance. The concentrate from wastewater recycling equipment is also a good candidate for zero liquid discharge equipment such as evaporation or solidification. Those systems eliminate the need for a discharge permit completely.
Other cost factors to consider
- Improved sales: While it's difficult to quantify, recycling and reusing wastewater does have a positive impact on the company's public image.
- Drought protection: Facilities located in a region that experiences drought should consider the financial benefits that a water recycling system offers during drought.
- Operations personnel: In many cases, if a facility were to adopt water recycling, they would need to hire additional personnel to operate and maintain the system. That sounds like more money and not savings. Depending upon the vendor, however, facilities may utilize outsourcing services. Doing so lowers the overhead costs of having an operator because the employee is contracted.
- Production impacts: The process of installing the new equipment should have little impact to production. Choose an end-of-pipe or add-on system. These are a practical and effective choice, offering a smaller footprint at a more digestible prices.
- Extended equipment life: The high quality of the recycled water can actually extend the life of your manufacturing and treatment equipment. That can be a huge cost savings. This can be further improved by your treatment program. Is it designed with your specific equipment in mind?
Will recycling wastewater save your facility money?
Do the math:
- Calculate what you currently spend on water related expenses.
- Calculate what that cost is per gallon of water used per day.
- Compare the cost per gallon per day with the estimated cost per gallon to treat and recycle the same water (via your prospective vendor).
- Remember to consider other factors that can mean added benefits of water recycling.
ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse


When ProChem's installation crew arrives on site on Installation Day, all the water treatment equipment is there ready and waiting. Installation Day is an adrenaline filled day, where all the pieces literally have to come together.
Prior to Installation Day, there has been months of planning, building, and anticipation of the new system's success. All that hard work comes to fruition as soon as the equipment arrives on site. Getting the equipment to its new home safely is also a big job. It requires heavy lifting, machinery, trucks, and travel. After the system has been built and tested at our facility, our Water Systems team prepares the system for transport. This preparation involves disassembling the system into transportable units, removing some piping, closing valves, and covering any openings. The valves are closed and openings are covered to prevent any water or other matter from entering the system during transport. After the equipment is prepped for transport, our fork truck operator personally loads the equipment onto the trucks with the assistance of fellow Water Systems team members. We handle the prep, travel schedule, and equipment loading ourselves to ensure that our customers' wastewater treatment system is loaded securely so that it arrives on time and in perfect condition. After the large equipment is loaded onto trucks and secured for transport, the Water Systems team loads the remaining smaller items onto the ProChem Systems Trailer. These smaller items include fittings and other small parts, spare parts, supplies, and tools the team needs for assembly on site. The next step, is the journey to the customer's site, where it is assembled and started up for the first time in production.
Here are some photos of a recent system being loaded.
This system traveled to Wichita Falls, Texas.



Above (left to right): I-PRO™ for water reuse, Disinfection system being loaded by fork truck, Disinfection system loaded on flatbed



Above (left to right): Filter Press is loaded behind the Disinfection system, Chemical feed stand loaded beside Filter Press, Fork truck approaching first water tank for loading



Above (left to right): Water Systems team members discuss best plan for loading the second tank, Loading second tank with fork truck, ProChem Systems Trailer
ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

Ammonia can be detrimental to the environment and therefore its concentrations are regulated with discharge permits. For example, when Ammonia enters a lake or stream, aerobic organisms begin to break it down into Nitrates. The excess of Nitrates fuels eutrophication, which can lead to the degradation of that water supply and the quality of that habitat for wildlife. Manufacturers have many choices for systems that remove Ammonia from their wastewater. An ion-exchange system is the most flexible, least labor intensive, and most cost efficient method of all of them.
The ion-exchange system setup
These systems are easily installed and integrated with existing wastewater treatment equipment. It can be installed at the source of the Ammonia introduction, before it reaches the main wastewater stream, or it can be installed at the end of the waste treatment process before discharge. These systems are also easily removed. For example, if the source of the Ammonia is found and eliminated, the columns are easily returned to the vendor. Ion-exchange equipment consists of a series of columns containing resins, a pump, and a filter to remove particulates. The first column receives filtered wastewater and usually contains carbon, which is used to remove organics from the water that might foul the resins in the remaining columns. The columns that follow contain ion-selective resin that is designed for Ammonia removal. For many applications, ion-exchange systems can be setup on a small scale with a footprint no larger than two feet by eight feet or less. The size of the system depends on the flow rate that is required and the concentration of Ammonia that exists in the wastewater.
What about regenerating?
Ion-exchange resins do become exhausted after multiple uses, which means they become less effective. When ion-exchange resins become exhausted, they can be regenerated to restore their effectiveness. There are two options available for manufacturers to have their ion-exchange resins regenerated:
- Regeneration on site: In order to regenerate ion-exchange resins on site, at your facility, you will need to have a hard-piped regeneration system installed there. This approach can be expensive, as it does require the purchase of capital equipment and chemicals. It also requires space in addition to the ion-exchange system itself and a method for treating the wastewater from the regeneration process (which utilizes chemicals).
- Exchange columns for regeneration off site: Some industrial water treatment companies offer column exchange programs, which is the most versatile setup for a manufacturing facility. In this process, the vendor will exchange your columns containing the exhausted ion-exchange resins for fresh columns. This allows your wastewater treatment system to stay in operation while your exhausted resins are being regenerated. Because the regeneration process takes place off-site, not at your facility, there is no need for treating wastewater from a regeneration process at your site, and no need for additional equipment or space in your facility.
ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

Water is a finite resource. It's referred to that way because only 3% of the world's water is available to us as freshwater (includes all surface water, frozen, and groundwater). Manufacturers are including water conservation practices such as recycling wastewater into their corporate sustainability goals. Many technologies are available that allow manufacturers to recycle and reuse their process water. This sustainable practice has become increasingly essential as population growth and drought increases the demand for water.
A brief history of sustainability
In the U.S., before 1969 industrial wastewater treatment was not considered necessary by manufacturers who saw it as a cost with no payback. It meant an increase to operation costs without increasing profitability. When the Cuyahoga River caught fire on June 22, 1969, all this started to change. The National Environmental Protection Act (NEPA) was passed on January 1, 1970 and facilitated the establishment of the Environmental Protection Agency (EPA). One of the first pieces of legislation the EPA introduced was the Clean Water Act. This amended the Federal Pollution Control Act of 1948 and gave more funding and legal muscle to the EPA for cleaning up the environment. By the late 1960's, society was more environmentally aware, and that awareness continues to grow. Now, the cost center of wastewater treatment has largely become an investment in marketing the corporate image.
Technologies for industrial water recycling
Water quality is the largest factor in determining the scope and cost of an industrial water reuse project. The technology used for water recycling and reuse varies based on the water quality: water to be recycled and water required for reuse. For example, a manufacturer may require high purity water (de-ionized with conductivity of <5 micro mhos), and their waste stream contains high dissolved solids (> 20,000 ppm TDS). Those factors affect the number of treatment steps required and the membrane technology that is needed to improve the water quality to a reusable state. A variety of treatment technologies are available to support an water quality requirements and conditions. The majority of these industrial water reuse systems will use reverse osmosis equipment as one of the final steps:
- Standard Reverse Osmosis (RO)- Handles water with up to 1,500 ppm TDS.
- High Pressure Reverse Osmosis (like ProChem's I-PRO™) - Handles water with up to 35,000 ppm TDS.
A simple industrial water reuse project may require only reverse osmosis equipment. A more complex application may require several pretreatment steps before the reverse osmosis equipment. Here are some examples of pretreatment options:
- Chemical pretreatment
- Another HPRO or RO
- Deionized water
- FOG removal
- Ultra-filtration
Pretreatment before the reverse osmosis equipment reduces water impurities and conductivity. This not only helps to achieve the desired water quality but also protects the membranes inside the equipment (requiring less chemical use to clean membranes, increasing permeate flow, and extending membrane life). If you are looking for water treatment vendor to help with your industrial water reuse goals for sustainability, start by researching companies who offer industrial water reuse systems that use reverse osmosis technology.
ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

Whoever said that "oil and water don't mix" never treated industrial wastewater. Oils can become mixed in wastewater, and the way it's treated varies based on the oil and water mixture. Most local POTWs have Fats Oil and Grease (FOG) discharge limits in place, so manufacturers who have oil in their water have to address it before discharging. Oil has two basic forms in wastewater:
- Non-emulsified: Oil that floats on the surface of the water and is more easily removed before wastewater treatment.
- Emulsified: Oil that was subjected to chemical or mechanical action and dispersed into the water. It does not float on the surface and requires more sophisticated techniques for removal before wastewater treatment.
Treating non-emulsified oil
Non-emulsified oil can be removed from water by skimming or an oil water separator. Skimming can be done at the source by "skimming off" the oil over a tank weir. An oil water separator can be as simple as feeding the water into a storage tank with an exit pipe placed a short distance below the top of the tank. This allows the oil to be decanted from water. There are many kinds of oil water separators. Each has their own idiosyncrasies but all accomplish the same goal. Some of these are:
- Tube skimmers
- Belt skimmers
- Disc skimmers
Treating emulsified oil
Emulsified oil can be removed by decantation and skimming as well, as long as it is separated from the water first. This usually requires chemical processing, depending on the types of oils. Here are a few methods for separating oil from water using chemical processing:
- Lower the pH to the acidic side, and add metal-based coagulant.
- Raise the pH to neutral/alkaline, and add metal-based coagulant.
- Add a chemical de-emulsifier.
- Use any of the preceding without metal-based coagulant.
Following the chemical processing, the water can be treated using an oil water separator method (as with non-emulsified oil). Emulsified oil can also be treated without chemically pre-treating and without use of oil water separator, by using physical/filtration methods such as:
- Membrane filtration
- Activated carbon
- Clay based materials
- Evaporation/distillation
In all of these instances, the separated oil should be evaluated for moisture content to determine if it can be reused. If it can be reused, there are many companies that will actually pay you for this resource and haul it off at their expense. Once the majority of the oil is removed, it can then be chemically treated to remove other metals and solids by using a process like this:
- Lower the pH to 3.5 (if not already there).
- Dose with organic coagulant.
- Raise the pH to 9.0 - 10.0.
- Add an ionic polymer to produce floc.
In some cases, emulsified oil might be present in low enough concentrations that pretreating it with a separator is unnecessary. Other times, pretreatment may not be rigorous enough to remove all emulsified oil. In both cases, it may be possible to utilize an organic coagulant to remove oil during chemical treatment for removal of metals and solids. Such a process looks like this:
- Lower the pH to 3.5 (if not already there).
- Dose with inorganic coagulant.
- Raise the pH to 9.0. - 10.0.
- Dose with organic coagulant.
- Add an ionic polymer to produce floc.
Water and oil do mix, and treating water containing oil can be accomplished using various methods, depending upon the form, type, and concentration of oil. Contact ProChem by clicking Contact Us to help you determine the best treatment method for your wastewater.
ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

When running an industrial wastewater treatment system, the floc that forms can sometimes float. If your treatment system contains floating floc, you know it can be a challenge to eliminate. The floc actually contains the contaminants that are in your wastewater, so if it isn't removed before the wastewater is discharged, you may be out of compliance with your discharge permit. There are many things that cause floating floc. Some of the more common causes are described below, along with troubleshooting tips that you can use to help you determine what may be causing floating floc in your system.
Water flow that is too high
When the water flow rate is at or near the maximum flow rate that your clarifier was designed to handle, floc does not have time to settle the clarifier like it should. This can cause the floc to float. If you have recently increased the flow rate, try decreasing it to see if the floc settles. If you have not increased the flow rate recently, you should investigate other causes.
Oxidants introduced into the waste stream
Oxidants like hydrogen peroxide (H2O2) can cause floc to float. You can conduct a jar test to determine whether or not an oxidant is causing the floating floc. When you do so, a look for the floc to be at the top of the beaker rather than the bottom. Sometimes it can take as long as 15 to 30 minutes for floc to float. If you confirm that oxidants are causing the floc to float, you can add a reducing agent such as bisulfate or a proprietary metal precipitant to your waste stream. You should consult your wastewater treatment services vendor about the best procedures for adding reducing agents to your waste treatment program.
Floc that is too light and too large
In some cases, floc can become too fluffy and lightweight during treatment. There are several options for correcting this. You can try using a heavier coagulant, changing to a more compatible polymer, or altering how the polymer is dosed. Changing the polymer dosing method can be as simple as altering the dost rate. You can also change the polymer concentrations that are being used. For example, if you use an emulsion or dry polymer at 0.3% by volume, try 0.15% by volume instead. You may also want to consider changing where the polymer is dosed within the water treatment process. Sometimes dosing in the last reaction tank in addition to the clarifier can prevent floating floc.
Polymer overdose
Overdosing polymer can also lead to floating floc that will not settle. If your floc is very small and light (often called pin-floc), that is an indication that your polymer is being overdosed. You can conduct a jar test to determine the optimal polymer dose for your wastewater.
Biological outgassing
As anaerobic bacteria grow, they will outgas or release oxygen. This causes bubbles to rise to the surface of the water and for floc (or sediment) to float in large chunks, even when the system isn't running. If you see bubbles and larger chunks of floc, biological outgassing is likely the culprit. To correct this problem, you will want to first flush out the clarifier with an air sparger, and then you can treat it with biocide. The biocide will inhibit the bacteria growth. If your wastewater treatment system has floating floc, it is always a good idea to consult your wastewater treatment service provider before attempting to correct it yourself. They can help you find a solution to the problem quickly so you can avoid discharge compliance violations.
ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

Zero liquid discharge (ZLD) is a water treatment process that results in absolutely no water byproduct. Instead, solids are produced that can be processed either as hazardous or nonhazardous waste. This can be accomplished using techniques like solidification and evaporation, where the liquids are crystallized or evaporated. Such treatment techniques are gaining popularity with industrial facilities who face more stringent effluent limitation guidelines (ELGs) on the wastewater that they discharge from their facility. This is a growing trend, especially for power generation plants.
ELGs at power generation plants
When coal is burned to make energy, a gas is produced that contains sulfur dioxide. The gas is released into the atmosphere via the flue. Before the gas is released, however, it is cleaned using a scrubber system that includes a water solution. This cleaning process is called Flue Gas Desulfurization or FGD, and the wastewater from the FGD scrubber produces what is called FGD wastewater. The EPA has ELGs specifically for FGD wastewater. One of the main reasons for these rules is the concentration of Selenium found in FGD wastewater. While small amounts of Selenium are actually needed by wildlife for better health, higher concentrations can be detrimental to wildlife and even fatal. The levels of Selenium typically found in water surrounding and downstream of power plants are very high, which is dangerous to wildlife such as fish and birds who eat from that water source. In birds, for example, too much Selenium can lead to weaker eggshell production, resulting in lower birth rate. All power generation plants have to meet the ELG for Selenium that is mandated by the EPA. Moving to a ZLD water treatment process allows these facilities to meet ELGs by avoiding discharge altogether. This is the only 100% guarantee that their discharge permits will be met now and in the future.
Reasons to consider zero liquid discharge
ELGs do change and that requires the manufacturer to act or to face the consequences of not meeting the guidelines. More often, ELGs become stricter over time, and the manufacturing facility ends up needing to purchase additional water treatment equipment and chemicals or to replace their wastewater treatment system altogether. Adding or replacing water treatment equipment often means adding personnel to operate it and capital money to purchase it. The additional water treatment costs also contribute to higher operating costs overall. A zero liquid discharge system eliminates the need to react to changing ELGs because there is no longer any wastewater that has to meet the limits. These systems can be used as a stand-alone treatment following wastewater treatment, or they can be used in conjunction with an industrial water reuse system. Combining water reuse and ZLD means that not only will you never have any wastewater to discharge, but you still have the added benefit of cost savings on water purchases. What's more is that with the right pretreatment process, the solid waste from the ZLD system can be disposed in a landfill as non-hazardous waste. The reality is that most facilities will find themselves in a situation where the ELGs for its industry are changing, and you will need to find a way to meet them. You can take your chances and invest in additional equipment to support a treat and discharge process. It is likely, however, that you will have to modify your treatment process again in a number of years to keep up with EPA mandates. On the other hand, you can invest capital funds into a ZLD and water reuse process now so that you never have to discharge again.
ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse
ProChem, Inc. has been awarded a job for a leading titanium castings manufacturer in Oregon. The company is expanding a new Chemical Milling facility that improves employee safety and minimizes the company’s environmental footprint by adding waste recycling systems.
Namely, the facility will include a tailored ProChem, Inc. Industrial Water Reuse system, designed specifically for this customer’s application. This reuse system will treat the wastewater from the Chemical Milling facility and recycle it for reuse again in the Chemical Milling process.
The reuse system will achieve a 90%+ reuse rate using ProChem industrial high pressure reverse osmosis (I-PRO™) membrane technology, along with physical/chemical and deionization pretreatment protocols. The system features a clean in place (CIP) system for the I-PRO™ unit, allowing the customer to clean the RO membranes on site. The CIP saves time and money and extends the life of the membranes.
The water reuse system will be automated, so it is designed to operate all valves, pumps, and systems from a central PLC with a HMI. The HMI allows the operator to monitor the system. The system also features ProChem’s Remote Monitoring package, which provides web-based access to the water reuse system monitoring as well as trend data for analysis and reporting.
The system is scheduled for startup at the end of the year.
ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

Electroplating operations use a lot of water in their processes, and the purer it is, the better. It's used for mixing chemicals and then rinsing the products between plating process steps. It's critical for the rinse water to be clean to prevent cross contamination between processes and for producing clean substrate. A clean active substrate is necessary to prevent delamination of the plated layers.
This point is especially critical for plating operations that use platinum group metals. Their final finishes are expensive, so rejects are very costly to the manufacturer. Additionally, platinum plating operations lose platinum group metals as waste runoff in the rinse and drag out rinse waters in the plating process. Reusing electroplating process wastewater allows the manufacturer to control the quality of each process step. This prevents rejects, saving the manufacturer money. Additionally, a metals recovery system can be easily integrated with a water reuse system so that when the platinum group metals are filtered out of the wastewater, they are actually available for return to the process tank. A separate metals recovery system should be used for each rinse step. For example, the drag out water (the stagnant rinse right after the plating bath) should have its own recovery system. That system should constantly scavenge metals from the stagnant water. The most commonly used methods for platinum recovery systems are:
- Activated carbon (the platinum group metals are absorbed by the carbon).
- Selective ion-exchange resin (the platinum group metals are bonded to the resin). This is effective for both rinse and drag out water.
- A combination of carbon and metal selective resin.
- Electrowinning (the metals are absorbed into a porous metal cathode). This is best for drag out water.
Integrating metals recovery with water reuse
Water reuse systems have two main treatment protocols:
- Purification. For example, lowering the conductivity using ion-exchange resins.
- Filtration. For example, reverse osmosis.
To integrate metals recovery into a reuse system, all the wastewater that may contain precious metals must flow through the metals recovery system before flowing through the water purification step in the reuse system. In other words, the whole treatment process looks like this:

Directing rinse lines to the water reuse system
Because the drag out water requires periodic dumping through the water reuse system, after it flows through the metals recovery system, it is collected in a tank just before the reuse purification step. All the other rinse waters on the plating process line are counter flow, and the last one is the cleanest. The most concentrated rinse water will first flow to a collection tank before circulating through the metals recovery system. The drag out and post-plating ones (less concentrated) will flow through the precious metal recovery module first and then to the collection tank. All flowing rinse waters can be set up to circulate constantly or based upon its conductivity. The reuse collection tank should contain a level sensor that will trigger a pump to add city water to the tank when the level drops. This setup helps to maintain fresh water levels in the systems that is lost due to the evaporation and spillage.
Benefits of platinum recovery and water reuse
- Better rinsing (higher purity)
- Fewer rejects
- Decreased amount of water purchased
- Decreased amount of water discharged
- Decrease in F006 waste
- Increased precious metal recovery
ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse
ProChem is not the only industrial wastewater treatment company who is tweeting, posting, writing, and speaking about drought in the United States. Companies who provide products and services that support the treatment and handling of water for industrial facilities hear a call to action during drought.
You may be wondering why that is, under the assumption that big industry has plenty of water to make goods for people; that drought only impacts families who don’t have water to drink or for recreation, right? After all, these state-wide conservation mandates seem to be focused on individual communities and homes. It's true that industrial facilities use a very large amount of water: thousands of gallons per day in order to produce the goods that citizens purchase and consume. When there is a serious drought, as in California and much of the west coast, favoritism is not granted to these corporations. Water conservation quotas apply across the board to industry (high volume users) and households (low volume users). When the average home has trouble getting the volume of water they’re used to for watering their lawns, cooking, and drinking, you can bet that industrial facilities have more difficulty getting the volume of water they need to make products that keep their doors open—and their workers employed. Water is not only essential for life, it’s essential for the economy.
![]()
Wastewater treatment professionals are innovators who develop technology that is meant to lessen a facility’s impact to the environment. In ProChem’s case, it is their water reuse system with I-PRO™, which was developed with conservation and sustainability as the driving force. I-PRO™ allows industrial facilities to recycle their wastewater at a rate of over 90%. Some of ProChem’s customers are achieving 97%+ with their water reuse system. This means that these facilities are consuming a fraction of the water they would without the I-PRO™ system. The less water they consume, the more money they save, which allows them to continue operating and providing their goods, services, and employment to the community. More importantly, during a drought, it means that the water they are not using remains available to the community for use. Industrial wastewater treatment companies like ProChem exist because they care about water quality and sustainability. It’s their business but also their calling. The “water problem” isn’t a new one, but severe drought brings this problem to each of our doorsteps, reminding us that we have to take action. Hundreds of companies are utilizing water reuse systems and taking other water conservation steps. ProChem is proud to provide the wastewater treatment chemistry, equipment, and professional operations services that help industrial facilities contribute to a drought solution in their community.
ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

ProChem recently assembled and delivered an Ion-Exchange Pilot System for a new customer. This pilot system will remove nitrates from the customer’s wastewater. This system will be placed at the customer’s site for several weeks to demonstrate how the full scale process will work.
Pilot System Features
- Skid-mounted and accessible by fork lift or pallet jack
- Four 14.7″ x 40″ FRP vessels with poly liners
- 2.5cuft ion-exchange media
- Distributor system
- Plumbed using 80PVC and 1″ high purity water braided tubing
- Polypropylene pre-filter housing (20″)
- 1/2 HP, 120V booster pump
- Brine tank for on-site regeneration of ion-exchange media
- Feed tank and effluent tank (275 gallons each)
Pilot System Images
Before it left our assembly warehouse, our Water Systems team tested the pilot system.




ProChem strives to help their customers establish the highest level of credibility and a positive reputation within the regulatory community. Their goal is to significantly reduce the amount of fresh water that manufacturers require by providing sustainable solutions that will also benefit the customer’s bottom line.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse
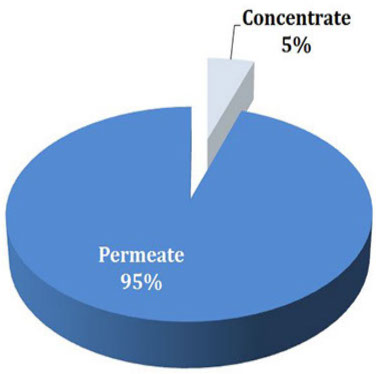
The EPA recently rolled out the final, updated ELGs for the power generation industry. ProChem and EES have partnered to provide a solution that not only meets these limits but exceeds them. The KLeeNwater solution features ProChem’s I-PRO™ technology and a recommended chemical pretreatment program. Here is the data.
| Analyte | Unit | Daily Maximum Limitation | 30 Day Average Limitation | KLeeNwater Process |
| Arsenic | μg/l | 11 | 8 | <0.1 |
| Mercury | μg/l | 0.788 | 0.356 | <0.05 |
| Nitrate/Nitrite | mg/l | 17 | 4.4 | <0.1 |
| Selenium | μg/l | 20 | 12 | <0.1 |
| Total Suspended Solids | mg/l | 100 | 30 | 0 |
| Boron | mg/l | No current limit | No current limit | 0.5 |
| Bromides | mg/l | No current limit | No current limit | <0.1 |
| Chlories | mg/l | No current limit | No current limit | 7 |
| Total Dissolved Solids | mg/l | No current limit | No current limit | 10 |
| Sulfates | mg/l | No current limit | No current limit | 2 |
KLeeNwater can be integrated with existing wastewater treatment equipment and has a footprint that is a fraction of the size of traditional selenium removal systems. ELG compliance is possible with the KLeeNwater solution.
Advantages & Solutions
- Eliminate load cycling issues associated with traditional biological systems
- Capital costs 10% of traditional biological systems
- Reuse 95+% of the water available instead of treating and discharging
- Operating costs similar to biological and significantly cheaper than other reuse systems
- Meet today’s regulations (Selenium and Nitrate/Nitrite) as well as potential future regulations
- No additional capital or operational costs to meet potential future permits
- Industry proven technology
- Modular design provides simple installation with small system footprint
For more information, visit: www.klnh2o.com
-or- contact EES: 203.270.0337 | This email address is being protected from spambots. You need JavaScript enabled to view it.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

The Engineered Wood & Pellets industry make products such as OSB board, paneling, treated lumber, and wood pellets (burned for energy production). These processes, like all manufacturing processes, use water. All the water that these facilities use is reused back into their process. That's right, the wood industry is very water conscious. These operations utilize valuable equipment like Wet Electrostatic Precipitators (WESP) and Regenerative Thermal Oxidizers (RTO). These units require regular maintenance as excess tars and saps found in the water can gum (sticky seal, like resin) the equipment. It cost as much as $1 million (yes, one million) to replace the RTO media when it becomes fouled. When it is replaced, the plant has to be shut down. That $1 million doesn't include the costs associated with the down time, added labor, or waste disposal... So, the treatment of the water they reuse is a key cost saving factor for these operations, not to mention performance insurance for their equipment. Remember, if the manufacturers are saving, the consumer is too. ProChem, Inc. designs chemical treatment programs that protect the WESPs and RTOs so that the water is usable and the equipment lasts. Here is a case study from a ProChem customer, a Bio pellet manufacturer in Georgia: The customer was incurring high costs associated with maintaining their process equipment. Specifically, they were:
- Replacing their RTO media every 2 to 3 years.
- Shutting down the plant once per month to clean their equipment (taking about 70 man hours each time).
- Storing water on site during downtime, which resulted in non-compliance violation notices.
- Disposing of 100 tons of 80%+ moisture solids from their centrifuges.
The cause was the poor quality of their water, which contained excess tars, saps, tannins, and lignins. To resolve this issue, ProChem, installed a new water treatment system that utilized a custom tailored chemical treatment program, CleanWESPTM, to remove TSS, tars, and saps while reducing the TDS in the recycle tank water. This provided the customer with cleaner recycle water and clean WESP flush water. ProChem also provided a treatment program for the shutdown water so that the facility could treat and discharge within discharge permit limits (rather than storing it on site).

It has now been over 9 years since the system was implemented, and the customer has not had to replace the RTO media at all in that time. Additionally. their costs and manpower required for routine planned maintenance has been reduced by 80%. Furthermore, solid waste generation has been reduced by 60% - 70% with filter case now at 40% - 50% moisture (as compared to the previous 80%+).
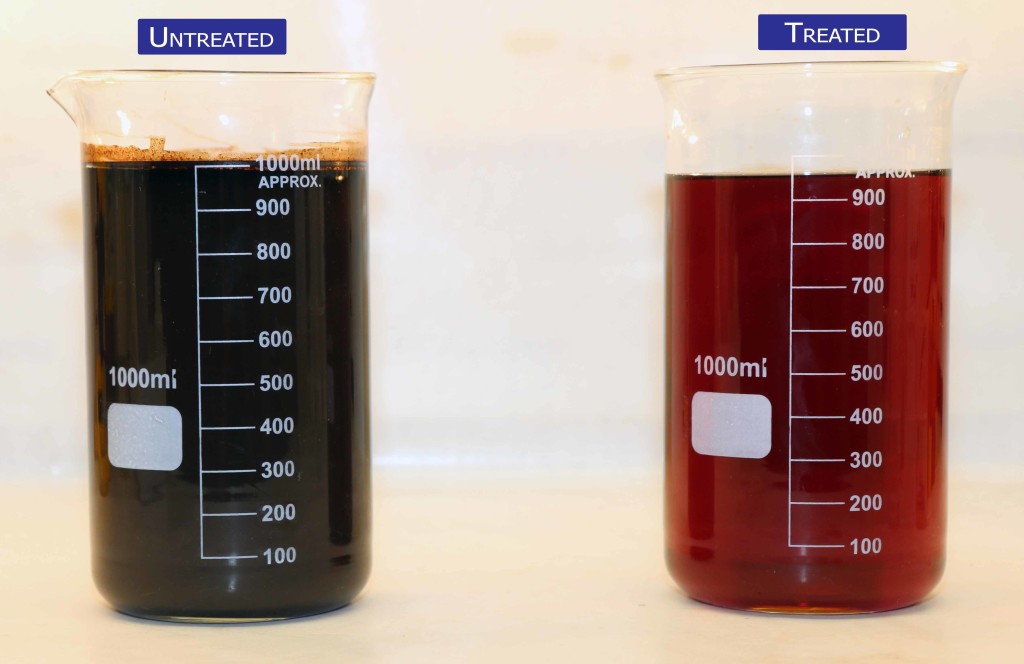
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

Downstream of a wet electrostatic precipitator (WESP), the regenerative thermal oxidizer (RTO) can receive a multitude of residual particles from the air, including those found in water vapor. These particles are left behind in the media and can plug it up, causing it to become dysfunctional. Hydro blasting and/or caustic cleaning may clean the media successfully, but it is only effective for a few cleaning cycles--and it's expensive. The other repair option is to replace the media, which can cost millions of dollars between the materials, labor, and plant downtime.
To prevent RTO media fouling, you have to know what's going in to the RTO; that is, you must know the inputs. In this way, you can predict what may linger behind on the media that could foul it and then implement a method of removal prior to the RTO. RTO inputs include both coarse and fine particles. Coarse particles (those over 5 microns) may be dust or liquid droplets. Likewise, fine particles (those less than 1 micron) can be liquid or solid, depending on their makeup. Fine particles are typically formed when vapor cools and condenses into a particle and can include oils, resins, and iron as as a solid. Liquid fine particles such as tars and lignins will be left behind deep within the RTO media as the water evaporates. Some fine particles such as sodium and potassium oxides and others, like chlorides, can cause more damage than plugging. Because they are chemically reactive, they will actually react with the makeup of the media itself at high temperatures. This reaction can cause the media to become brittle. One way to save on costly repairs and replacement is to prevent the inputs from entering the RTO in the first place. Removing or reducing water contaminants such as tars, lignins, sodium, potassium, and chlorides from the water fed to the WESP prevents any of those liquid fine particles from entering the RTO. This can extend the life of the RTO media life indefinitely.
CleanWESPTM is a chemical treatment program designed to remove damaging contaminants from recycle tank water in order to protect valuable equipment and save time. ProChem, Inc. performs a treatability study on the water from each customer site to determine the appropriate treatment program for that situation. The goal of CleanWESP is to protect valuable equipment, saving the customer down time and maintenance costs.

- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

Many Engineered Wood and Pellet manufacturing facilities experience regular periods of scheduled downtime just to clean their equipment (WESP, centrifuge, piping, etc.). Downtime for scheduled maintenance can be frustrating and cost millions of dollars, especially if that maintenance includes replacing RTO media.
RTO media can be cleaned using hydroblasting and/or caustic based cleaners. That works but only for a few cleaning cycles. It's also expensive. The other repair option for plugged RTO media is replacing it. This can cost millions between the media itself, the labor associated with the replacement, and the downtime for the facility. RTO media replacement and regular equipment cleaning are only two costly maintenance activities. Engineered Wood and Pellet facilities incur many costs when it comes to maintaining their valuable equipment:
- Replacing RTO media every 2 to 3 years (about $1 million each time)
- Hydroblasting once per quarter
- Between 60 and 80 man hours for equipment cleaning
- Plant shut down for the maintenance time period
- Disposal costs for solids from centrifuges
- Cost associated with storing wastewater on site during maintenance down time, and then hauling it off for disposal
- Costs associated with environmental compliance violoations for storing wastewater
Facilities can save on these costly repairs and replacements by preventing contaminants from entering the equipment in the first place. Removing contaminants such as tars, lignins, sodium, and potassium from the water fed to the WESP, for example, prevents any of those liquid fine particles from entering the RTO. This can extend the life of the RTO media indefinitely. Since implementing the CleanWESP treatment program, one ProChem customer has gone 10+ years straight without having to replace their RTO media. CleanWESP is a chemical treatment program designed to remove damaging contaminants from recycle tank water in order to protect valuable equipment and save time. ProChem, Inc. performs a treatability study on the water from each customer site to determine the appropriate treatment program for that situation. The goal of CleanWESP is to protect valuable equipment, saving the customer down time and maintenance costs.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

ProChem provides skid-mounted systems like this one for ease of delivery, installation, and servicing.
This particular system will treat incoming city water to an automotive manufacturing facility using twin bag filtration units. It features a custom fabricated skid and copper piping, both welded and fabricated in house by ProChem Technician, David Cole.
The system is automated and monitors pressure. If the pressure on the active bag filter unit reaches a high pressure differential, water will be directed automatically to the second bag filter; and an alert will be provided to the operator so that the bag filter can be changed out. This system will allow higher quality water to enter the production process, improving quality overall. It will be installed at the front end of the manufacturing process in a facility for which ProChem already provides wastewater treatment and reuse systems, chemical treatment programs and chemistry, and daily operations. We offer a wide array of skid-mounted filtration systems. Find out which one is right for your facility by contacting us today.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

For the Engineered Woods and Pellets industries especially, treating and reusing WESP wastewater can save millions of dollars per year in maintenance costs alone.
From an operations perspective, the equipment at the plant comes second only to personnel. If equipment function isn’t optimal, production will suffer. Maintenance tasks such as cleaning out WESP and RTO units to remove solids and contaminants can impact the bottom line. Such activities are not profitable; the maintenance can take hours and even weeks at a time and causes the plant to shut down, which impacts productivity. What if the equipment didn’t require constant cleaning or replacing? What if all that thick, dark wastewater didn’t have to be evaporated and disposed of?
What if the wastewater that currently comes out of the WESP could be recycled into process-ready water again? What if the WESP never had to receive already concentrated wastewater to begin with? Effectively treating and reusing WESP wastewater protects the valuable equipment from gumming, corroding, and slowing production. If the water that goes into the WESP is clean, maintenance downtime becomes less of a burden and hydroblasting is unnecessary. Not only that, but having to haul off wastewater and solids for disposal can also be greatly reduced or eliminated. ProChem’s CleanWESP™ chemical treatment program effectively treats WESP wastewater and feeds the treated water back to the WESP. Cleaner water into the WESP means a cleaner WESP and cleaner vapor entering the RTO.
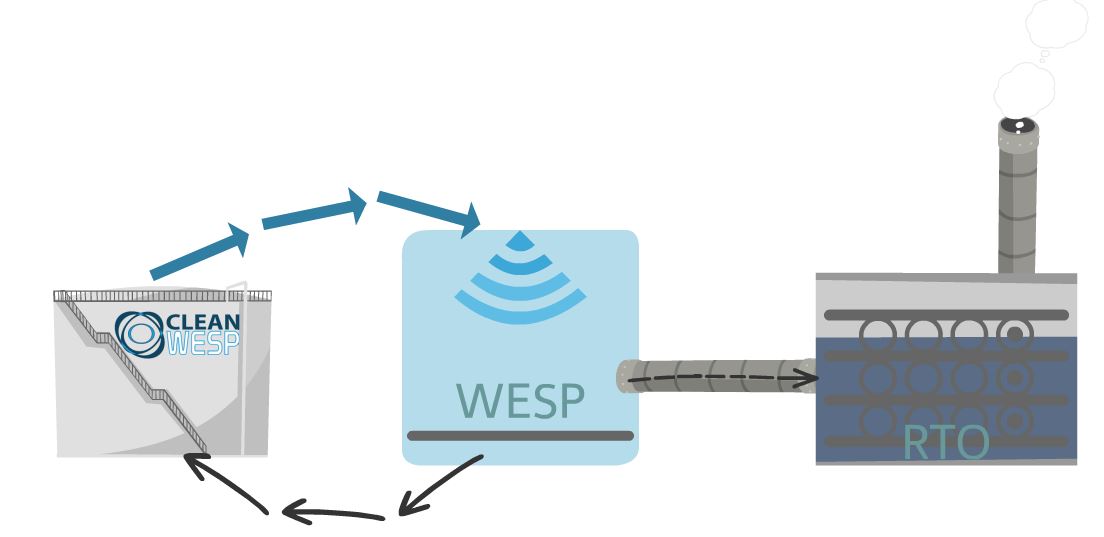
CleanWESP is an all organic, proprietary process designed to reduce TSS, TDS, potassium and sodium oxides, and high chlorides (>1,000ppm that corrode stainless steel). This proven process uses coagulant and polymer to treat wood processing wastewaters specifically. It can be tailored to each application too, to ensure it addresses the unique issues occurring at a given customer’s site. In addition to the CleanWESP program, ProChem offers water treatment system design and integration services, operations and maintenance services, and ongoing service and support for its products. Stop spending weeks’ worth of man hours on maintenance activities. Instead, lower your operational costs and increase production potential by reusing process wastewater. Contact us for more information about water reuse and the CleanWESP program.
- Written by Lacy Hatcher
- Category: Milestone Examples of Water Reuse

At ProChem, our mission is to provide our customers with solutions. More specifically, we want to provide cost-effective solutions that actually solve their problems and allow them to meet their goals.
That mission often requires time and specialization. We've dedicated the past 15 years to a (very) long list of contaminants, industry-specific issues, and customer-specific issues. As a result, we can meet a lot of different challenges here with our extensive (and impressive) catalog of equipment and chemistry. But there are still corners of the market that we have not yet reached. We want to be prepared for those challenges, and we will be with a little help from our friends at ABS Wastewater.
Like ProChem, ABS Wastewater is a full-service water and wastewater treatment company with products suitable for many different industries. Their flagship family of Regenex Wastewater Treatment Systems is ideal for cost effectively removing a (very) long list of organic compounds. Regenex utilizes a high performance, transformative absorbent technology, developed by their parent company, ABS Materials. This media is reusable. it can be regenerated over and over again while continuously treating wastewater. Regenex is specially designed and equipped to handle certain contaminants that are best left to the specialists at ABS Wastewater. That's why we're excited to announce that we're adding Regenex to our solutions offerings.
Through our mutual collaboration, ProChem and ABS Wastewater can be more cost competitive with a quicker turnaround on solutions for our customers. By expanding our respective catalogs to include one another's products, we can reach more industrial facilities. We share the same goal: solve industry's water problems. Together, we are one (giant) step closer. We're proud to have ABS Wastewater's Regenex systems as a solution option, and we are proud to be part of ABS Wastewater's solutions catalog too.
- Category: Milestone Examples of Water Reuse

On June 28, we shipped a trailer-mounted pilot system to a customer in Indiana. The on-site pilot system will operate for several weeks, demonstrating how the full-scale process would work. The system is designed to treat flue gas desulfurization (FGD) wastewater to meet Effluent Limitations Guidelines (ELG) limits. The technology components featured on this pilot system include:
- ProChem’s I-PRO™ industrial high-pressure reverse osmosis unit
- ProChem’s I-Micro™ microfiltration system
- Membrane clean-in-place system
The 40-foot conex container also includes a laboratory area for process water testing, jar testing, and analysis of treated water, as well as a control area including HMI and SCADA monitors to allow for continuous monitoring and control of all process systems. Before the pilot system left ProChem’s headquarters, our Water Systems team put it through its paces to ensure safety, quality, and ease of installation at the customer site.
ProChem provides on-site pilot testing to demonstrate a treatment program’s performance in a live environment. Pilot tests provide an opportunity to optimize and enhance the performance of the program on site, so that our customers are confident that what they purchase meets their goals.
- Category: Milestone Examples of Water Reuse
ProChem provides on-site pilot testing to demonstrate a treatment program’s performance in a live environment. Pilot tests provide an opportunity to optimize and enhance the performance of the program on site, so that our customers are confident that what they purchase meets their goals.
Recently, we sent a pilot system to Reno, Nevada, where it demonstrated how the full-scale process will facilitate physical/chemical treatment of the facility’s wastewater, followed by microfiltration (I-Micro™) in advance of an industrial high-pressure reverse osmosis (I-PRO™) system. ProChem operators took turns around-the-clock to ensure safety, quality, and ease of use at the customer site. The pilot system is simple to install using feed connections for the facility wastewater it will treat. It comes complete with operations documentation and log forms for test data collection. The technology components featured on this pilot system include:
- ProChem’s I-PRO, high-pressure Reverse Osmosis unit
- Chemical feed system and conical bottom feed tank
- Membrane clean-in-place system
- Category: Milestone Examples of Water Reuse
 ProChem provides on-site pilot testing to demonstrate a treatment program’s performance in a live environment. Pilot tests provide an opportunity to optimize and enhance the performance of the program on site, so that our customers are confident that what they purchase meets their goals. We recently designed a compact and fully loaded pilot system that will operate at a customer site for several weeks to demonstrate how the full-scale process would work, removing up to 99.5% of dissolved salts and virtually all colloidal and suspended matter from their water source.
ProChem provides on-site pilot testing to demonstrate a treatment program’s performance in a live environment. Pilot tests provide an opportunity to optimize and enhance the performance of the program on site, so that our customers are confident that what they purchase meets their goals. We recently designed a compact and fully loaded pilot system that will operate at a customer site for several weeks to demonstrate how the full-scale process would work, removing up to 99.5% of dissolved salts and virtually all colloidal and suspended matter from their water source.
The system will produce a high-quality water yield at a low cost compared to other purification processes. Before the pilot system leaves ProChem's warehouse, our Water Systems team is putting it through its paces to ensure safety, quality, and ease of installation at the customer site. The pilot system is simple to install using feed connections for the city water it will treat. It comes complete with operations documentation and log forms for test data collection. The technology components featured on this pilot system include:
- ProChem’s I-PRO, high-pressure Reverse Osmosis unit
- Chemical feed system and conical bottom feed tank
- Membrane clean-in-place system
The whole system is only 65" tall x 54" long x 36" deep. That's a lot of technology packed into a neat little package.
- Written by Lacy Hatcher
- Category: Announcements

ProChem, Inc. has teamed up with Environmental Energy Services (EES) as part of their new KLeeNwater™ platform.
EES is a leading provider of engineering solutions for the optimization of combustion systems in the power industry. Together, ProChem, Inc. and EES will provide power generation facilities with solutions to meet their effluent limitation guidelines. The proposed EPA guidelines will enforce a stricter limitation to the water discharged from Power facilities, with an emphasis on reducing Selenium, Arsenic, Nitrites and Nitrates, and other contaminants.
EES will optimize existing physical/chemical separation processes to prepare wastewater for industrial high pressure reverse osmosis (I-PRO™) treatment. The IHPRO technology is designed and manufactured by ProChem, Inc. According to EES Vice President, Mark Pastore, the goal of this partnership is to “provide the most economical and effective option for these facilities.” So far, the results of this powerful relationship are…well, powerful. Considering the footprint of the MSH-pi as compared to traditional systems alone, where the I-PRO™ measures in at a mere fraction of the size of traditional systems used at Power facilities, this technology is certainly cause for consideration. What’s more, though, are the actual treatment results.
The I-PRO™ technology is producing such high quality effluent that wastewater reuse rates reach over 95%, and the final concentrate is 5% of the incoming water stream. Both factors make this technology an ideal situation for zero liquid discharge systems, which are also part of the KLeenWater platform. EES and ProChem believe that ZLD is the best solution for the Power Generation industry to ensure future compliance. ProChem, Inc. Vice President of Sales, David Martin, states that: “We’ve moved beyond the days of the traditional multi-acre footprint for removing Selenium...and [we’re] more interested in a long-term focus for solving the water problem. The reuse system with I-PRO is simply more economical and flexible, [but] more importantly it is the most effective [technology] out there…We are in the business of solutions, and we have the data to show for it.
- Category: Announcements

ProChem is proud to help sponsor OldTown Third Thursdays in nearby Shawsville, Virginia.
Ticket sales benefit EastMont Virginia (Mountain Valley Charitable Foundation), whose vision is to "provide opportunity and empower community for eastern Montgomery County, Virginia." With employees living throughout the region, ProChem is happy to be a part of an event that features local food trucks, craft beer, and fun for the whole family--all while supporting a great cause! The events, which run monthly through October, feature several local bands:
- Written by Lacy Hatcher
- Category: Announcements

ProChem is sponsoring the 7th Golf Outing for the Benefit of the American Cancer Society Relay for Life event
This event will take place Thursday, May 18th in Demotte, Indiana. Bert Valenkamph is the event organizer. He became involved in Relay For Life after his wife, Nancy, died from neuroendocrine carcinoma in February 2010. Bert pledge to Nancy that he would continue the work she started in fundraising efforts for the American Cancer Society's Relay for Life program. He has dedicated his life to finding a cure.
Last year's golf event raised $140,000. The outing is so popular, in fact, that they are now offering a second event in September. This year's goal for the May outing is $150,000. ProChem is doing its part to help realize that goal. We are sponsoring two holes on the golf course. Many employees at ProChem have been directly or indirectly impacted by cancer at home and at work. We have lost a co-worker to cancer, we have stood by coworkers as they received treatment, and we have celebrated with coworkers who are now in remission. We believe in doing our part to help fund the vital research that will finally lead to a cure. That's why we support Relay For Life.
- Written by Lacy Hatcher
- Category: Announcements
Happy St. Patrick's Day from ProChem, Inc.
Beer tastes better when it's made with RO water.
Breweries source their water just like any other manufacturer: from the city supply. That water is drinkable, of course. However, the taste isn't pure. To brew a beer with just the right taste that's true to the hop, you need to start with highly filtered water. Reverse Osmosis is the best way. And that green beer, well, the food coloring is manufactured using treated water too. #watermatters
Subcategories
Environmental Articles Article Count: 4
Milestone Examples of Water Reuse Article Count: 38
Announcements Article Count: 4
